Page 3 of 4
Re: Help with lathe work
Posted: Wed Oct 28, 2015 3:03 pm
by benush26
I am truly not trying to hijack this thread but have some questions regarding construction materials and think this might be a thread to get some answers.
As I watched the video and keep reading about the solutions I wonder about the stiffness of cold rolled steel and its use as a platform for carbide cutters.
All of the carbide tip chisels I own have a shaft made of stainless steel, though all of the conventional chisels I have are HSS as necessitated because of construction.
Not knowledge here so asking the question....
Due to the chipping action of a carbide tipped chisel could cold rolled steel create a vibration that stainless steel would not? Would that impact the quality of the cut? Even if it DID impact the quality, is it a problem?
I understand there are significant differences in tensile strength and elastic reactions between cold rolled, hot rolled and stainless steel. Would those differences be enough to choose one type over another when building a carbide insert chisel?
Be well,
Ben
Re: Help with lathe work
Posted: Thu Oct 29, 2015 9:14 pm
by Ohgary
Several YouTube publishers have shown square cold rolled bar for chisels. At least one I saw used round stainless steel. Capt. Eddie sells square steel bar 12 inch long without handle or carbide insert.
Re: Help with lathe work
Posted: Thu Oct 29, 2015 9:27 pm
by reible
That tomorrow came and went but at least we have today.
This is the tool that a fellow member supplied me the parts for some years ago. I ground the bar to fit the cutter, drilled and tapped and rounded the section that fits in the handle.
This tool has worked very well for me and was my first such tool.

- IMG_9923sc.jpg (98.42 KiB) Viewed 7846 times

- IMG_9924sc.jpg (96.37 KiB) Viewed 7846 times
All the grinding I did on my bench grinder.
I have some material for a second smaller tool that I picked up at a tractor store as a 1/2" square key. It is 12" long and who knows I might get around to that project some day soon, it has been more then a year since I got this but with so many things to do, well its on the list.

- IMG_9925sc.jpg (104.21 KiB) Viewed 7846 times
As a reference this is an Easy tool, this one is the "pen" edition. If I recall I think I spent $79 on it.

- IMG_9927sc.jpg (106.04 KiB) Viewed 7846 times

- IMG_9928sc.jpg (103.53 KiB) Viewed 7846 times
And I mentioned the tool rest, this is mine and could use a fresh dressing before I use it again but it still use able if I don't get to it right away.

- IMG_9926sc.jpg (103.09 KiB) Viewed 7846 times
If you want to use SS or any bar stock that you can work it will be fine. No need for anything fancy unless you want to.
Ed
reible wrote:Hi again,
If I can work it in to my scheduled I will take some pictures of my tool rest, and hand made tool tomorrow. The tool rest is the foundation of your turning and it needs to be smooth and flat. It took a fair amount of effort to get the shopsmith one usable. Filling followed by sanding. It is an on going effort but worth it.
In order to keep the tool rest in top condition you need to break the sharp edges of your lathe tools. The steel is harder then the cast iron and will tear up your tool rest.... you can ask me why I know this, well, from experience, yes I did it to myself. Got a new tool and was so excited to use it that I didn't pay attention to the sharp corners..... BTW nicer tools come with the edges already rounded over.
So far I'm sold on easy tool stuff and have a few of their tool and would like to add more to my collection. I can only afford a couple every year, I look for the spring sales and add to my collection then.
Here is a clip from the instructions that come with the ruffing tool. I highlighted, well OK I arrow-ed the part about tool position but please read the whole list.
The attachment ScreenHunter_52 Oct. 26 22.58m.jpg is no longer available
Ed
Re: Help with lathe work
Posted: Thu Oct 29, 2015 10:25 pm
by charlese
Ed (reible) pointed out the importance of a smooth tool rest.
I've found an ideal, fast method to dress the tool rest. I use the belt sander in vertical position. I use one of my green belts and it (belt) shows no wear. The tool rest is very straight and very smooth.
I used to use a hand file. Too much work and not as smooth.
Re: Help with lathe work
Posted: Sun Nov 01, 2015 4:48 pm
by Ohgary
]Well I did the thing no troubleshooter should do: I changed several things at once and now I don't know which one gave me the results. It is the round cutter in my opinion. I have a radius square insert on order and will try it out in a few days. My second steel bar chisel came out much better than the first one.
Daylight time ended this morning and I ran out of daylight this afternoon, so the sample turning only lasted a couple of minutes, but seems to have yielded results. Now, on to other wood species, and some glue ups.
Other posters were right about my tool rest. The knife edge looks like it has been the subject of much abuse. Storage in a plastic bin with other accessories comes to mind. I dressed it on the 12 inch sanding disk but only spent a few minutes on that. I didn't get all the nicks out.
So, I had to unmount the lathe set up, mount the sanding disk, grind the chisel bar and the tool rest, and return to the lathe set up. But I'm pretty pleased with the results. I will have to contemplate what else needs to be done to the tool rest and do some gluing in the meantime.
Cheers.

- nicks in the tool rest before grinding
- DSCN3374.jpg (74.49 KiB) Viewed 7815 times

- new carbide chisel
- DSCN3375.jpg (73.88 KiB) Viewed 7815 times

- another view of my metal working prowess
- DSCN3376.jpg (83.99 KiB) Viewed 7815 times
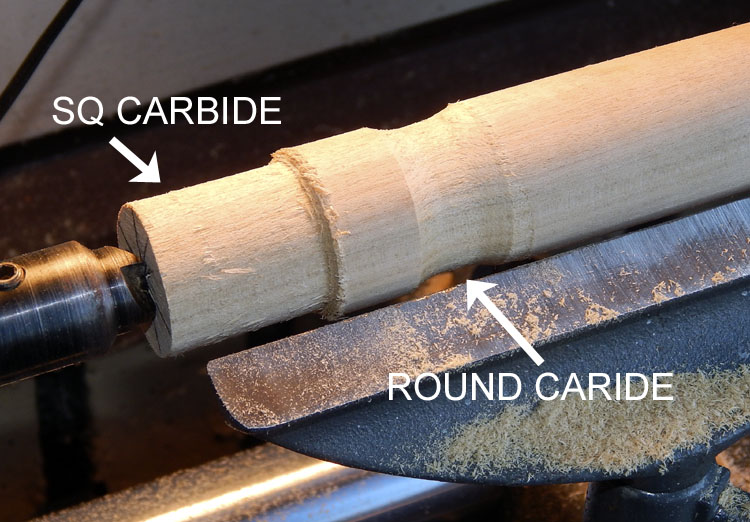
- the poplar dowel with results of round carbide
- DSCN3377.jpg (128.7 KiB) Viewed 7815 times
Re: Help with lathe work
Posted: Sun Nov 08, 2015 6:37 am
by Ohgary
Re: Help with lathe work
Posted: Sun Nov 15, 2015 5:27 am
by Ohgary
I promised to try turning another species and a glue up. I have a good Nichols file that needs a handle. Capt. Eddie says we should turn our own! I found an oak threshold in the junk bin at the lumber yard. I whacked off two equal length sections and glued them up. I tried horizontal boring to get a hole for the file tang. Boring is hRder than it looks but I learned stuff. Finally got the wood into the lathe set at speed "L". When my chisel got a good bite the workpiece de-mounted from the lathe spur center which looks like mice have been chewing on the Spurs. I had cut an "X" into the workpiece and pounded the center in. I will have to try again
About that time my bride told me she felt well enough to leave the house for a bit of shopping. That doesn't happen much anymore so put the SS away. It is supposed to be mild this afternoon so may go back to my glued up oak. If so, I'll post a picture. (Working in an unheated garage.)
Looks like it is time for another drive center, also. eBay postings don't have much right now so I guess I will order one direct from SS.
Re: Help with lathe work
Posted: Sun Nov 15, 2015 10:54 am
by JPG
If you cut the "x" deep enough, and it popped out, you might need to address the other end. Got a good center hole AND a ring around it? If not, it was not tensioned enough.
Go easy knocking the square edges off.
However, if you made a hole in it for the tang beforehand, the 'center' had nothing to grab.
The center pin is for centering, the spurs are for rotating. The tailstock 'ring' is for support.
Re: Help with lathe work
Posted: Sun Nov 15, 2015 4:31 pm
by Ohgary
The hole for the tang faced the tail stock. I changed out the ball bearing tail stock center and put in the one with the cone shape (sorry I don't know the correct nomenclature yet). I think you were right about knocking off the corners.
I didn't get back to the lathe today but am plotting my next moves.
Re: Help with lathe work
Posted: Sun Nov 15, 2015 4:59 pm
by jsburger
Ohgary wrote:The hole for the tang faced the tail stock. I changed out the ball bearing tail stock center and put in the one with the cone shape (sorry I don't know the correct nomenclature yet). I think you were right about knocking off the corners.
I didn't get back to the lathe today but am plotting my next moves.
It is called a dead center but it still (or should) have a centering pin along with the cup. Both are needed for support. If you have a hole in the end of your stock the centering pin has no effect. The hole should be drilled after the part is turned.